Všeobecně o hybridních integrovaných obvodech
Technologie výroby
Hybridní integrované obvody řadíme mezi mikroelektronické součástky. Vyrábějí se jednou ze dvou základních technologií: tlustovrstvovou a tenkovrstvovou. Tenkovrstvovou technologií je možno dosáhnout vyšších technických parametrů obvodových prvků, zatímco tlustovrstvové obvody jsou výrobně jednodušší a levnější. O tom, která technologie bude pro určitý hybridní integrovaný obvod použita, rozhoduje vývojový pracovník po rozboru všech požadavků kladených na obvod. V případě tlustovrstvové technologie jsou vodivé cesty, rezistory, a izolační prvky nanášeny ve formě pasty na keramickou destičku (substrát) sítotiskem. Vodivé cesty mohou být nanášeny ve více vrstvách oddělených od sebe skleněnou vrstvou s izolační funkcí. Tím lze podstatně zvýšit hustotu integrace. Pro zlepšení stability jsou rezistory překrývány vrstvou z nízkotavného smaltu a tak chráněny.
V některých případech se takovouto skleněnou vrstvou pokrývají celé obvody mimo míst pro vkládané prvky a plošek pro jejich připojení. Touto ochrannou vrstvou lze zvýšit spolehlivost obvodu. Tisk a tepelné zpracování tlustých vrstev se provádějí na velkoplošných keramických deskách a ty se po výpalu rozdělí na jednotlivé obvody zpravidla laserovým paprskem. Rezistory lze dostavovat na konečnou hodnotu buď laserovým paprskem nebo abrazivně korundovým prachem.
U obvodů vyráběných tenkovrstvovou technologií jsou výchozím polotovarem sklokeramické nebo jemnozrnné keramické desky na něž se vakuově nanášejí potřebné vrstvy: odporové, izolační a vodivá. Jako odporový materiál se používá buď chromnikl nebo sloučeniny tantalu. Vodivé cesty jsou buď zlaté nebo hliníkové. Fotolitograficky se pomocí selektivních leptadel vytvoří rezistory a soustava propojovacích cest. Stejně jako u tlustovrstvových obvodů se i v tomto případě rezistory a propojovací cesty zhotovují na velkoplošných deskách a ty se po fotolitografickém a tepelném zpracování rozdělují na jednotlivé obvody. Konečný odpor rezistorů se nastavuje elektroerozí nebo laserovým paprskem.
Polovodiče a kondenzátory se do obvodů v naprosté většině případů montují jako nepouzdřené čipy. K připojování polovodičových čipů slouží hliníkový nebo zlatý drát o průměru 20µm. Pro výrobu některých obvodů se již dnes používá technologie pájivé povrchové montáže (Surface Mount Technology - SMT), která v budoucnosti umožní nasazení automatických osazovacích a pájecích zařízení.
Na základnu hermetického kovového pouzdra jsou substráty obvodů přilepovány epoxidovým tmelem, a vývodní kolíky se propojují s obvodem na substrátu stejným drátem o malém průměru jako čipy. Víko hermetického pouzdra ke k základně buď přivařeno nebo připájeno. V případě fluidizovaných pouzder se drátové nebo páskové vývody k substrátu připájí. Výrobce HIO věnuje trvalou péči kvalitě a jejímu zvyšování. Z tohoto důvodu je do průběhu celého výrobního procesu zařazena řada kontrol jak funkčních tak vizuálních a má za úkol okamžitě vyřadit z výrobního zpracování vadný výrobek. Podobně příznivě působí i neustálé zvyšování úrovně technologického procesu, a to na samotnou technickou dokonalost HIO, na jakost i provozní spolehlivost.
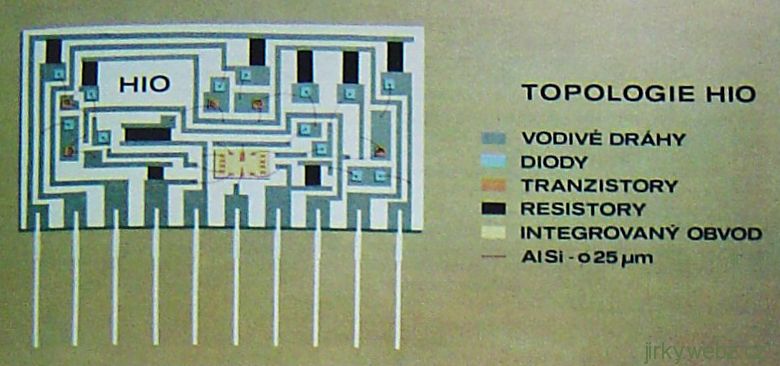
Součásti
 rezistory |
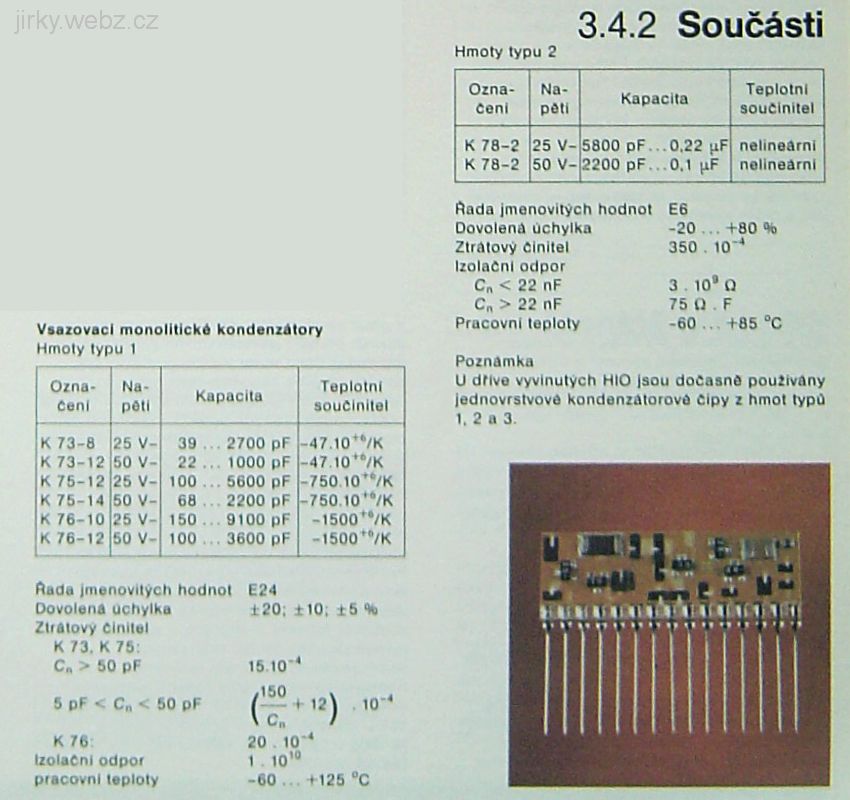 kondenzátory |
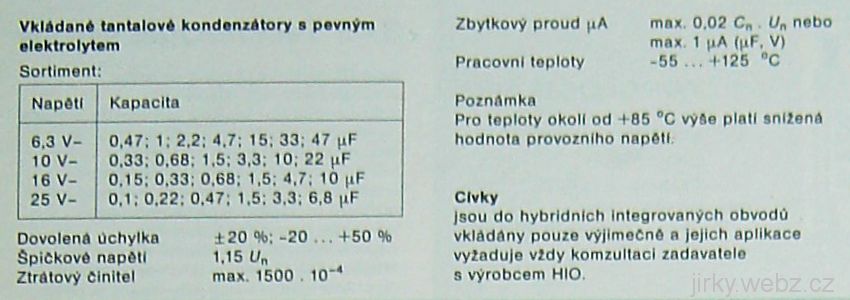 kondenzátory a cívky |
Polovodičové prvky
Do hybridních integrovaných obvodů mohou být montovány všechny prvky na bázi křemíku. Pro nepouzdřené systémy, které se používají v HIO v naprosté většině, však platí jiné technické podmínky než pro pouzdřené polovodičové součástky. Některé parametry totiž nelze na samotném čipu měřit. Doporučuje proto pracovníkům navrhující schéma hybridního obvodu, aby se seznámily s příslušnými technickými podmínkami vydávanými výrobci polovodičů a případně konzultovali možnost aplikace konkrétního polovodičového prvku v hybridním obvodu ve vývojovém pracovišti příslušného výrobce HIO.
Montáž a použití
Při konstrukci elektrických zařízení s HIO jsou pro konstruktéra závazná ustanovení technických podmínek TPF 03-5978/74 „Hybridní integrované obvody s pasivními prvky" a TPF 03-5992/74 „Hybridní integrované obvody". Je nutno dodržovat mezní elektrické hodnoty HIO (např. napětí, proudu, teploty přechodů polovodičových prvků, ztrátový výkon), které nesmějí být překročeny. Je nutno uvažovat vlivy teploty a jejich změn, toleranci použitých součástí a kolísání napájecího napětí nebo proudu. Rozmezí provozních teplot je shodné s příslušnou kategorií klimatické odolnosti.
Při montáži pájení je možné pájet vlnou o teplotě lázně 230°C ±10°C nebo pájedlem o teplotě hrotu 300°C při vzdálenosti pájeného místa min. 5mm od tělesa HIO a době pájení max. 4s.
Ve zvláštních případech (při zkrácení vývodů, apod.) je nutno zabezpečit HIO např. vhodným chlazením tak, aby teplota vývodů v místě jejich výstupu z tělesa byla max. 130°C. Páskové vývody u fluidizovaných obvodů nejsou určeny k ohýbání. Protože postupně všechny obvody budou vyráběny s páskovými vývody, doporučujeme konstruktérům, aby při návrhu plošného spoje dodržovali uspořádání přívodů k HIO v jedné přímce.
Pouzdření

Pouzdra pro HIO (I)
1. Krycí skleněná vrstva (vhodné pro technologii povrchové montáže).2. Krycí vrstva silikonového laku (vhodné pro technologii povrchové montáže).
3. Fluidizované pouzdro s jednostrannými drátovými vývody.
4. Fluidizované pouzdro s oboustrannými drátovými vývody.
5. Fluidizované pouzdro s krátkými páskovými vývody.
6. Fluidizované pouzdro s dlouhými páskovými vývody.
Nejpoužívanější způsoby pouzdření. Celkové rozměry obvodu jsou závislé na složitosti vnitřního zapojení a na počtu vývodů. Mimo nízkou cenu mají tato pouzdření ještě tu výhodu, že umožňují maximální využití plochy na desce plošných spojů.
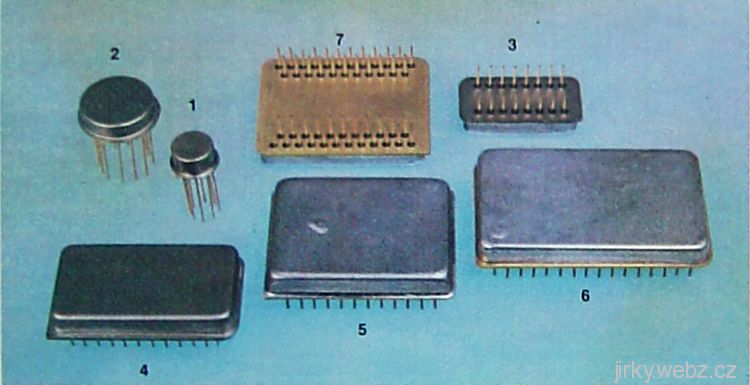
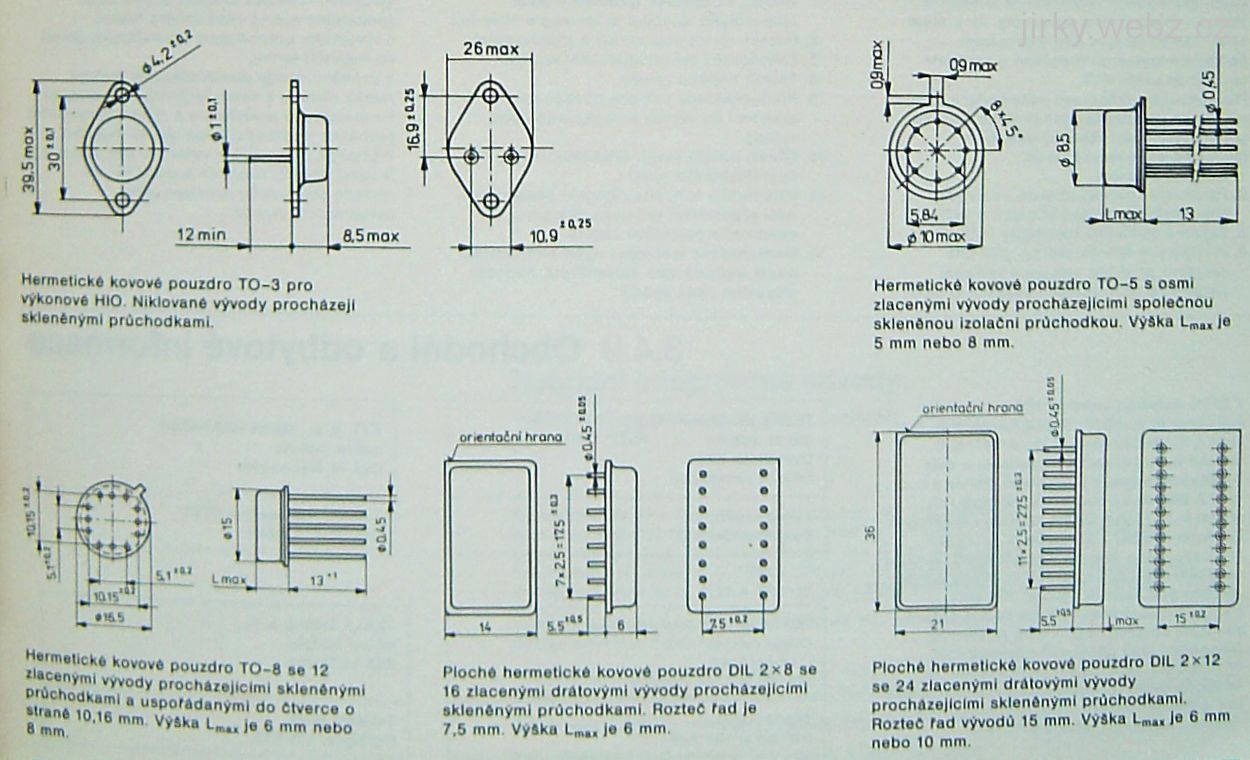
Pouzdra pro HIO (II)
1. Pouzdro TO-5 s osmi vývody.2. Pouzdro TO-8 se 12 vývody.
3. Pouzdro DIL 2x8.
4. Pouzdro DIL 2x12 (základní provedení).
5. Pouzdro DIL 2x12 (provedení s rozšířenou základnou).
6. Pouzdro DIL 2x16 vývodů.
7. Čtyřřadé pouzdro se 46 vývody.
Hermetická kovová pouzdra jsou určena pro náročné aplikace. Funkční obvody jsou umístěny v ochranné atmosféře inertního plynu. Vývody procházejí skleněnými izolačními průchodkami.

|

|
|